|
|

|

|
|

|
뉴스
제약사, 활기 띠는 다층정 개발·생산 핵심은?
드웰타임·교차오염·수율관리·중량제어 등 주 고려 대상
김정일 기자 │ jikim@yakup.com

입력 2019-08-22 06:00 수정 2019.08.22 06:54





|
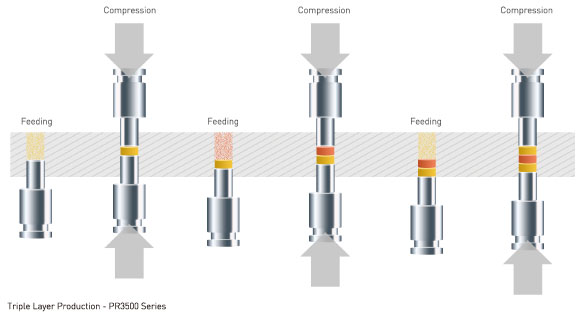
복합제는 두 가지 이상의 성분을 섞어 단일정제로 만드는 Monolithic FDC, 다수의 선명한 층상 구조를 갖는 Multi-layer FDC, 좀 더 복잡한 구조인 코어 정제를 감싸는 형태의 Core tablet-in tablet FDC로 구분해 볼 수 있다.
주약성분(API: Active Pharmaceutical Ingredient)은 많은 경우에 있어서 서로 호환성(Compatibility)을 가지지 못한다. 용출패턴이 다르고 서로 간섭해 약효에 영향을 주거나 부작용을 일으키기도 한다.
이러한 까다로운 특성 때문에 각 API를 별개의 레이어로 구분해 타정하는 기술인 Multi-layer FDC가 발전하는 계기가 됐다.

|
다층정 타정기는 단일정 타정기와는 달리 과립을 공급하는 피더가 2개 이상이 돼야 하고 압력을 발생시키는 롤러도 여러 개여야 하며 그 외 몇 가지 다른 파트들이 존재한다.
그동안 다층정 생산용 타정기를 셋업 하는 일은 단일정 타정기에 비해 시간이 오래 걸리는 것은 물론 오랜 경험이 있는 오퍼레이터의 노하우가 필요한 복잡한 작업이었지만 최신 타정기들은 셋업이 간편해져 짧은 시간에 생산 준비를 완료할 수 있다.
|
이층정 생산시 고려사항
△드웰타임(Dwell time)
펀치헤드와 압력롤러 간의 접촉에 의한 압력을 유지하는 시간으로 정의되는 드웰타임은 만약 충분치 못할 경우 캡핑, 경도 문제를 야기할 수 있다.
D타입 툴링(펀치와 다이 세트)은 펀치 헤드의 면적이 크기 때문에 드웰타임이 길다. 따라서 2층정 타정기는 D타입 툴링을 사용하는 것이 가장 안정적인 드웰타임을 보장할 수 있다.
또한 드웰타임은 터렛 회전 속도와 밀접한 관련이 있기 때문에 이층정 생산속도는 제한적이 될 수밖에 없다. 따라서 충분한 생산 카파(capa)를 위해서는 스테이션이 많은 대형 타정기가 필요하다.
△층분리·캡핑(Laminating, Capping) 현상
1차 레이어는 결국 가압을 2번 받게 되는 구조이기 때문에 한계 이상의 압력을 감당하지 못해 부서지게 되는데 이것이 층분리와 캡핑 불량으로 나타난다. 이는 1차 레이어 충진 후 가압할 때 최소한의 타정압력으로 세팅함으로써 피할 수 있다.
△층섞임·혼입·교차오염(Layer cross contamination) 대책
이층정 타정기는 정제의 각 레이어 간 선명한 경계라인을 얻기 위해 층섞임을 방지하는 고성능 석션 노즐과 분진 제거 장치가 추가된다.
다이 테이블에 남아 있는 과립을 제거하기 위해 일반적으로 강한 진공 석션 장치가 사용된다.
터렛 중 다이가 장착되는 다이 테이블에 남아 있을 수 있는 파우더 잔여물을 효과적으로 제거하는 전용 스크레퍼가 파우더 충진 구간 전후에 세팅된다.
레이어 혼입은 피더 프레임을 정확히 세팅해 과립의 누수를 방지하고 진공 석션 강도를 적절하게 하는 방식 등으로 해결한다.
다이의 두께관리를 통해 다이 테이블과의 단차(Clearance)를 최소화하는 것도 중요하다.
Tail over die 스크레퍼는 비금속 재질로 다이 테이블 위에 스프링 장력으로 고정돼 다이 테이블 회전시 원심력에 의해 충진된 과립이 튕겨 나가는 현상을 막아 중량편차를 줄이고 파우더 로스도 줄이는 역할을 한다.
△수율 관리(Batch yield management)
다층정 생산에 있어 생산 수율은 반드시 고려해야 할 부분이다.
일반적으로 단일정에 있어 로스는 2~3% 이내로 관리되지만 이층정 타정의 경우 잘 관리되지 못할 경우 5~15% 정도로 높은 편이다. 층섞임을 방지하기 위한 석션노즐에서 손실되는 파우더량이 주된 원인이다.
과립의 입자 크기 관리(Particle size distribution)와 피더와 터렛 테이블의 간격을 효과적으로 맞추면 과립의 과충진에 의한 로스를 줄일 수 있다.
△과립 기술
다층정 생산의 관점에서 과립의 흐름성은 생산 효율성에 있어 중요한 특성이다. 또한 적절한 미분(Fines)의 양은 적절한 충진은 물론 타블렛을 형성하는 접착력을 제공하는 역할을 한다.
타정기의 기능 중 피더에 의한 충진에서 가장 중요한 것은 과립의 특성과 미분의 양이다. 일단 충진 결과가 충족된다면 그 다음 중요한 것은 과립의 밀도(Bulk Density)가 된다.
이층정 타정기의 경우 2차측 레이어의 충진 깊이 한계 때문에 가벼운 밀도의 과립을 1차측 레이어로 정하는 것이 일반적이다.
이층정 타정기에 있어 미분을 최소한의 수준으로 관리하면 피더와 터렛의 틈새로 빠져나가는 미분의 양을 최소화할 수 있고 1차와 2차의 섞임(Cross Contamination)도 방지할 수 있다.
밀도가 너무 낮아 날리는 과립은 더 큰 충진 깊이가 필요하고 더 큰 예압 깊이가 필요하다. 1차 레이어의 예압은 선명한 층의 경계를 만드는데 중요한 역할을 한다. 만일 1차 레이어의 예압 깊이가 낮으면 원하는 2차측 레이어에 필요한 충분한 충진 깊이가 나오지 않아 원하는 타깃의 중량을 얻을 수 없게 된다. 따라서 1차 최대 예압 깊이는 다층정 타정기의 중요한 스펙이다.
1, 2차 레이어의 과립은 미분의 양, 밀도 및 과립의 특성 등 최대한 비슷한 물리적 특성을 가질 수 있도록 하는 것이 유리하다.
△층별 중량 제어(Weight control)
2층정 생산의 경우 in-line 컨트롤을 위해서 타정압력의 측정과 통계적인 중량 모니터링이 중요하다.
1차 레이어의 압력의 세기가 너무 적을 경우 로드셀에서 선명한 신호를 받을 수 없게 된다. 이런 경우 낮은 압력을 위한 전용 소형 압력롤을 통해 더 정확하고 안정적인 타정압 측정이 가능해진다.
다른 중요한 포인트는 중량 체크를 위한 레이어의 샘플링 기능이다. 1차 레이어 샘플은 중량 측정이 가능하도록 충분한 경도를 가질 수 있도록 압력을 가해 배출시키는 장치가 있어야 생산 중에 샘플링이 가능하다. 그렇지 않으면 샘플링을 위해 설비를 세워야 해 생산성이 저하된다.
일반적인 프로세스 컨트롤 방법은 타정압력 컨트롤 방식으로 로드셀을 이용해 층별 탬핑 압력을 수집한 후 그 정보를 처리해 피드백 신호를 타정기 제어장치로 보내는 것이다. 이 정보는 자동적으로 중량제어 캠을 통해 다이 내부에 충진된 과립을 계량하고 그 결과로 해당 레이어의 정확한 중량과 탬핑 압력을 유지할 수 있도록 한다.
또 다른 방법은 타블렛 샘플링 체커를 사용하는 것으로 타정기에서 각 레이어별 샘플을 자동 채취해 실제 레이어의 중량을 측정한 후 그 정보를 통해 타정기 제어장치를 작동하는 방식으로 중량 제어는 물론 in-process control까지 제공하는 장점이 있다.
△설비와 프로세스 최적화
적절한 타정기의 셋업은 중요하다. 다이 테이블은 일정한 범위의 수직방향 런아웃(Run Out)을 가지고 있는데 가장 높은 부분을 찾는 것이 중요하다.
피더의 틈새거리를 최소 세팅할 때는 반드시 이 높은 포인트에서 맞춰야 과립 로스를 최소화할 수 있다.
스크래퍼 날은 항상 최상의 상태로 유지해야 혼입을 줄일 수 있으며, 다이테이블 표면도 최상의 상태를 유지해야 한다.
최적의 타정기 셋업을 위해서는 오퍼레이터의 프로세스와 설비에 대한 이해가 반드시 선행돼야 한다.
△다층정 개발 기술
R&D에서 새로운 제품을 개발할 때 사용하는 연구용 소형 타정기는 저속의 제한된 펀치 수량으로 작동한다. 이렇게 개발을 하고 파일럿 스케일 트라이얼 없이 생산 스케일로 가게 되면 생각하지 못했던 문제가 생길 가능성이 높아진다.
심지어 연구용 타정기는 D 타입 툴링을 사용하고 실제 생산은 B 타입으로 하는 경우도 있다. 이때 B는 D보다 드웰타임이 감소하므로 그만큼 접착력이 떨어지는 약한 타블렛을 얻게 되고 후속 공정인 코팅이나 포장에서 문제가 생길 수 있다.
연구용 타정기는 8개 정도의 툴링(상하 펀치 및 다이 세트)을 사용하고 낮은 속도로 타정하다 보니 충분한 드웰타임을 갖게 돼 좋은 경도의 정제를 얻어내는 반면 생산용 스케일에서는 수십개의 툴링이 빠른 속도로 회전하므로 부족한 드웰타임의 결과로써 레이어간 접착력은 감소될 수밖에 없다.
따라서 가능하면 다층정 연구용 타정기는 20스테이션 정도의 파일럿 스케일의 중형 타정기를 보유하고 있는 것이 최선이다.
한편 이 글은 오랫동안 축적된 PTK의 기술력과 일선 제약현장의 피드백을 바탕으로 트러블슈팅을 통해 얻어진 경험을 토대로 작성됐다.

|





전체댓글 0개
등록된 댓글이 없습니다.
오늘의 헤드라인
-
01 신라젠, 2025 항암바이러스 심포지엄서 'GEE... -
02 미국 상원,‘생물보안법’ 국방수권법안 포함 ... -
03 "KSMO·ASCO·ESMO 뭉쳐 암 정복한다" 창립 20... -
04 병원급 비급여 진료비 5760억…상급병실료·도... -
05 국경없는의사회, 자비드 압델모네임 신임 ... -
06 코스피 제약바이오 상반기 순이익률 '삼성제... -
07 식약처, 4일 인도네시아 화장품 수출 설명회... -
08 강스템바이오텍, 무릎골관절염 치료제 ‘오스... -
09 에이유랩스, R&D 조직 개편... “차세대 융합... -
10 코스메카코리아, '30년 경력 색조 전문가' ...